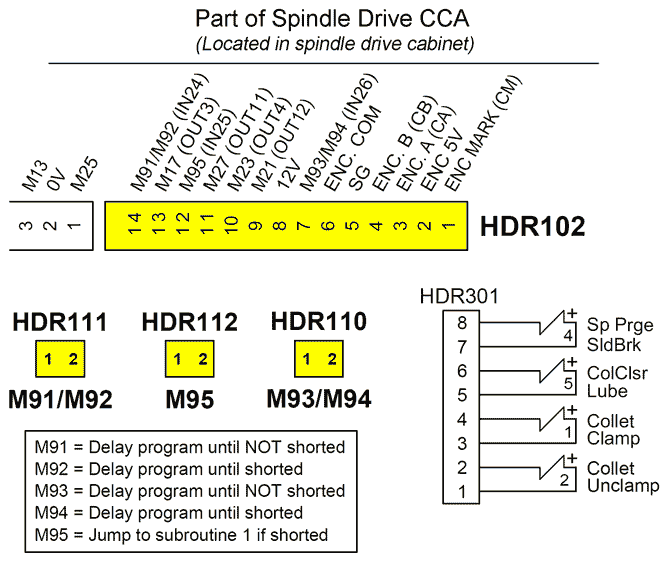
| M91: | Wait for HDR111-1 & -2 to be open circuit |
| M92: | Wait for HDR111-1 & -2 to be shorted together |
| M93: | Wait for HDR110-1 & -2 to be open circuit |
| M94: | Wait for HDR110-1 & -2 to be shorted together |
These M-codes stop the program until an input is "on" or "off".
This is useful for coordinating activity for an auto-loader. The OmniTurn 'waits' (the program stops) until the input is in the correct state.
Relay closure to 0VDC (COM) sets the input “on”. The input is "off" when the relay is open.
The inputs are located on headers on the circuit card assembly (CCA) in the spindle cabinet.
NOTE: These M-Functions are standard on C-Axis w/printed wiring board in spindle cabinet. Non-C-Axis machines require Y-Cable I/O Interface.