Looping is used to perform repetitive moves without having to write long programs. The start of a loop is defined by LSnn where "nn" is number of times to execute the loop. At the end of the loop put a LF on a line by itself. NOTE: Comments cannot be used inside the loop.
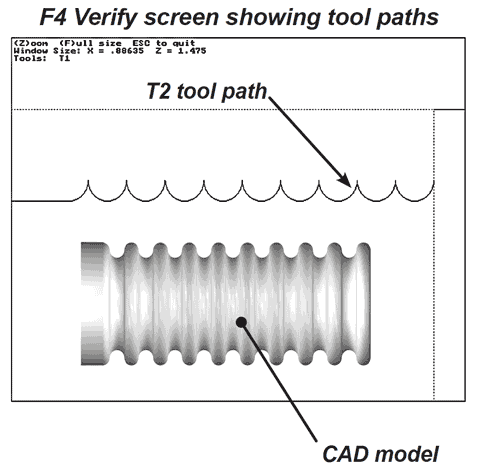
Here is a loop program for a decorative piece using g10 and g02:
Note that the tool path/tool radius is such that smooth contours result.
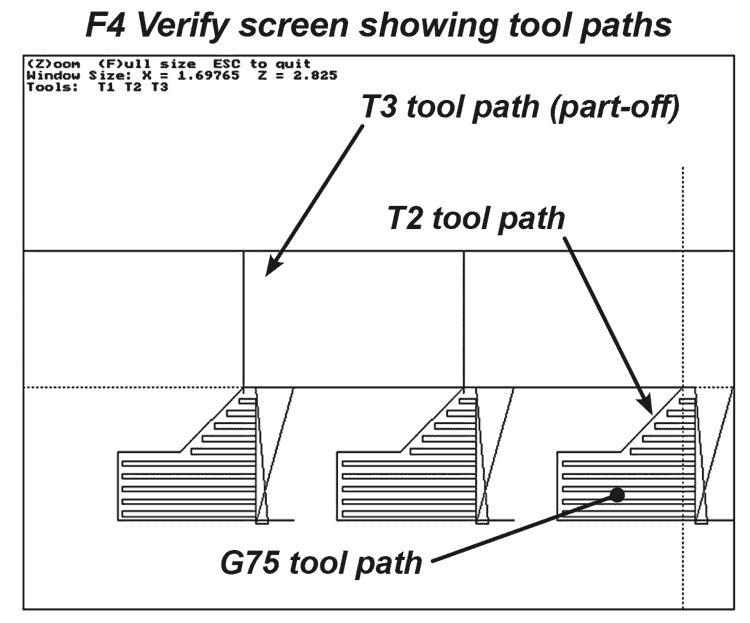
Example of shifting a program for bar work
With the G10 work shift you can take a program and loop it with the shift so that you get multiple parts done on a single feedout. Here is a loop program where three parts will be made with one barfeed sequence:
G90G94F300G72
M03S2500
T1 (table stop)
x0z.05
z-1.75
m13
f10z0
m12
LS3 (LOOP START)
T2(lh turn tool)
X0Z.2
x1.05z.05
G95F.003
g75i.05u.02f.003
x0z0
x.5z-.25
z-.5
x1.025
RF
g00z.1
x0z.05
g01
z0
x.5z-.25
z-.5
x1.025
g00z.2
T3 (0.125 partoff)
x-1.05z.2
z-.875
g01
x.05
x-1.05
g00z.1
g10x0z-.875 (WORK SHIFT)
LF (LOOP FINISH)
M30
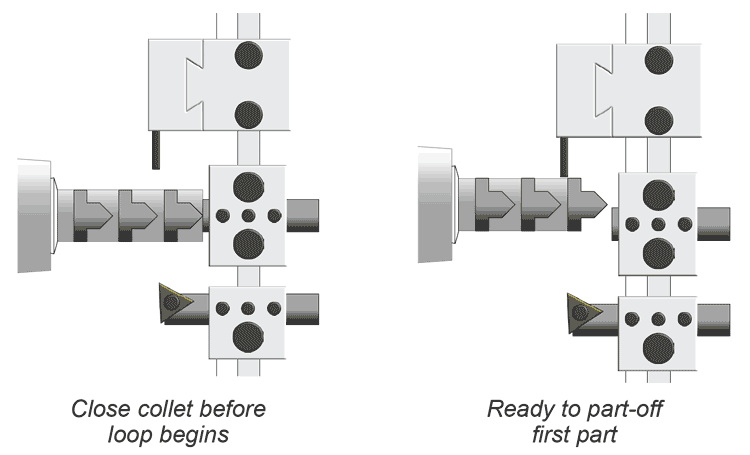
Tooling Plate Illustrations for Program Above