M95 Contitional Jump to Subroutine 1:
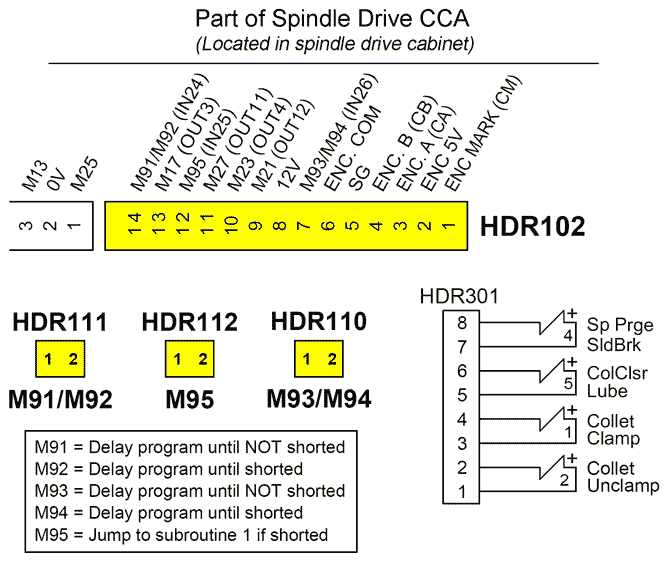
This M-code will cause the program to jump to subroutine 1 if HDR112-1 & -2 are shorted together.
HDR112 is on the printed wiring board located in the spindle cabinet.
The condition must exist before the command is executed.
Use dwell (G04) if necessary to insure that the state of the input is stable before the program executes the M95 command.
NOTE: This M-Function is standard on C-Axis w/printed wiring board in spindle cabinet. Non-C-Axis machines require optional cable assembly.