OmniTurn CNC Lathes Made in Oregon
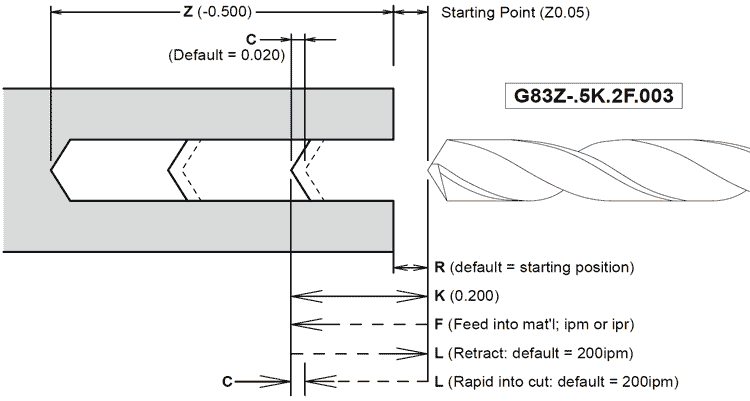
G83 Peck Drill Cycle Example (G83ZnKnFnRnLnCn)
See also G81: Drill Cycle
| Zn: |
Depth of hole to be drilled |
| Kn: | depth of cut per peck |
| Fn: | Feed rate, IPR or IPM |
| Rn: | Location in Z that the tool will retract back to after each peck
Default is the starting point of the cycle |
| Ln: | Rapid travel feedrate for the retraction move, in IPM
Default is 200 IPM |
| Cn: | clearance distance left when the drill returns to the cut
Default is 0.02 |
| | Note: No need to enter Rn, Ln, and Cn if default values are suitable. |
G83 is a one shot command.
It is used to peck drill to a specific distance in Z and then rapid back to the starting point.
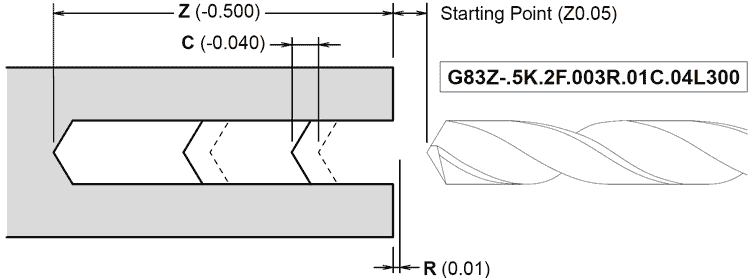
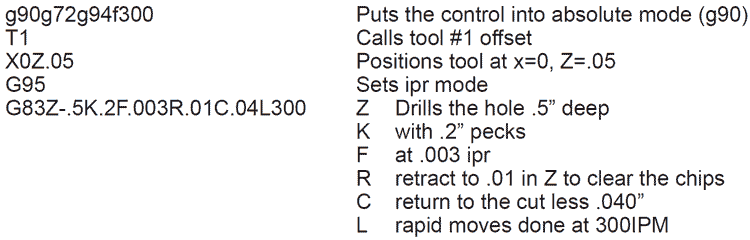
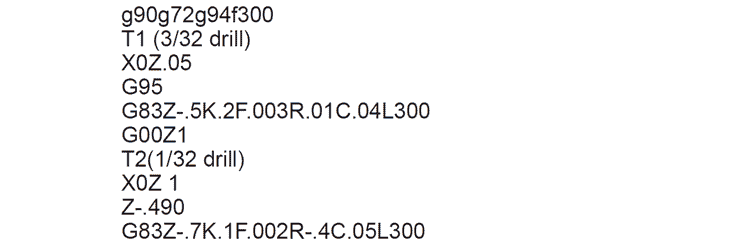
To drill a hole .5” deep at a feed of .003” per revolution, and .2” pecks:
The program would be:
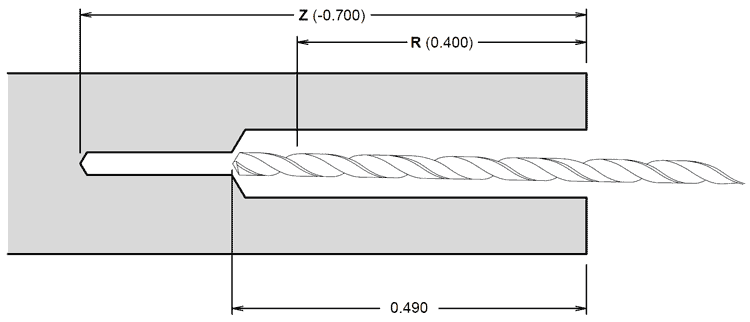
In the next example we have added a second drill that will peck drill a smaller hole at the bottom of the first. Notice that the drill will start a little off the bottom of the first hole and then retract clear off the hole to remove chips and get coolant before the next peck.
The program would be: