OmniTurn CNC Lathes Made in Oregon
| Zn: |
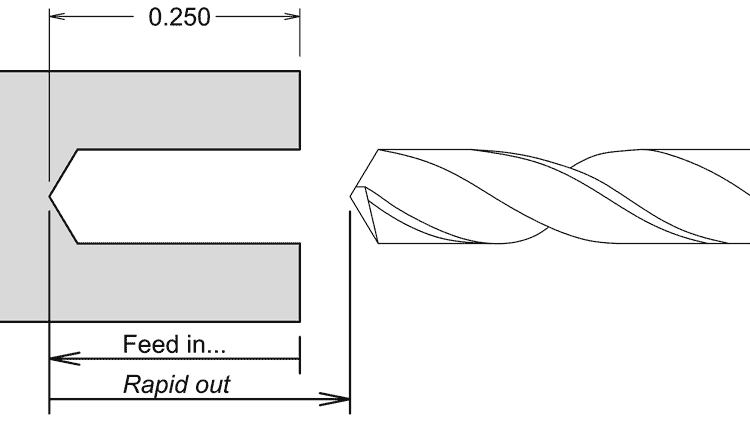
Depth of hole to be drilled |
| Fn: |
Feed rate, IPR or IPM |
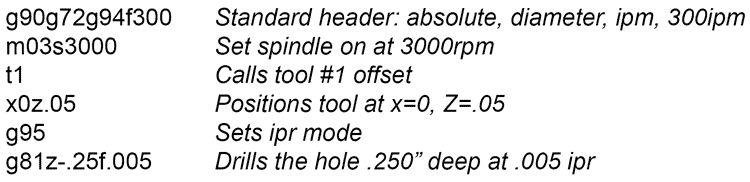
G81 is a one shot command.
It is used to feed to a drill to a certain depth, then rapid back to the starting point.
To drill a hole .250” deep at a feed of .005” per revolution: