M00 Program Stop
When the control encounters the M00 it will stop and wait for the operator to press ”CYCLE START”.
This command is used to stop the program when the slide has a stop in position to allow an operator to push a piece of bar stock to the stop. Once the collet is closed the operator can push the ”CYCLE START” and allow the program to continue.
M01 Program Stop - Optional
This stop command will be skipped over (ignored) if the "Optional Stop" switch is turned on.
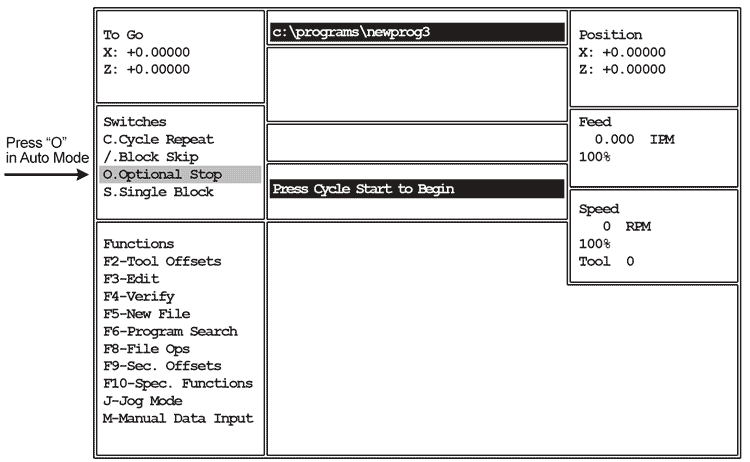
To turn the optional stops on go to Automatic mode once the program is selected and before the program is run, and press ”O”. This will cause the program to stop like a M00. To get past the stop press cycle start. To turn off the optional stop (to ignore it) press ”O” again.
- Insert an M01 after a statement for a new tool. This will help when running a new program to be sure that the tool offsets have been entered correctly. Once the program is tested you can turn off the stop and let the program run automatically.
- Have an M0l at the beginning of a program that is going to use an automatic bar feed or parts loader. This way you can have the optional stop activated when you are setting up the machine. Once the cycle and program are proven correct you can turn off the stop and let the machine run automatically.