G71 sets the control so that moves and feed rates are in "Metric", ie millimeters.
Use the G71 command at the beginning of the program before you call any tools.
G71 is "modal" so the CNC will stay in metric mode until the control is turned off, then on again, or until G70 is issued. If your shop switches between modes often, it is best to include the G70 at the beginning of all Inch programs, and G71 at the beginning of all Metric programs to avoid errors.
If the CNC is used in a metric-only environment, the parameter file can be changed so G71 is not necessary.
TO CHANGE THE PARAMETER FILE:
- Drop to DOS (Ctrol-C from the "CNC Please backup program files" screen, or Ctrl-Q from Jog screen).
- At K:\CNC> prompt, type C: then press enter.
- At C:\RUNFILES> prompt, type edit filepath.cfg then press Enter to start OmniTurn editor.
The configuration file will be displayed in the editor. The file has 17 lines of configuration data, plus some explanatory text. The configuration data looks like this:
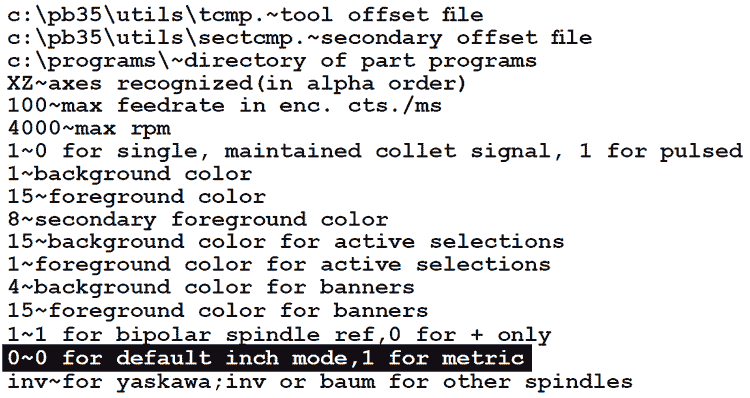
Change the 0 at the start of the high-lighted line above to a 1.
Be careful not to delete the "~" character, because the control software looks for it to mark the end of the data.
Press F1, then F2 to save the file and exit the editor. Reboot the machine by turning it off, then back on. When it restarts, it will be in metric mode.