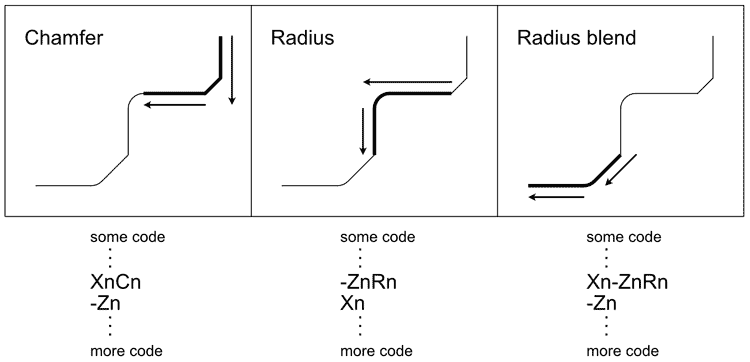
| XnZnCn: | Chamfer Dimension |
| XnZnRn: | Radius Dimension |
It is possible to automatically generate a chamfer or radius between two connecting linear moves.
Just program X and Z to the theoretical intersection point of the two moves, and put a C or R with the absolute amount of the radius or chamfer needed.
| XnZn: | The linear move leading to the intersection point of two features |
|---|---|
| Rn: | The n is the absolute value of the radius used to blend the two features |
| Cn: | The n is the absolute value of the chamfer used to blend the two features |
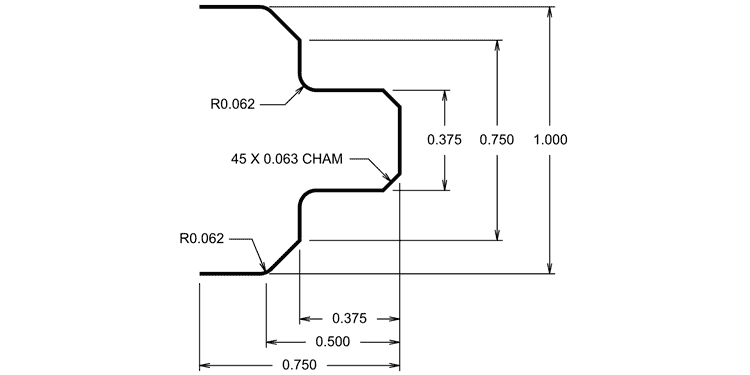
The program would be:
| g90g72g94f300 | (header) |
| t1 | (lh turning tool) |
| x0z.1 | (starting point) |
| m03s2000 | (set spindle on, 2000rpm) |
| g95f.003 | (feed 0.003 ipr) |
| z0 | (move to z0) |
| x.375c.063 | (move toward x0.375, to chamfer) |
| z-.375r.063 | (move toward z-.0375, to fillet) |
| x.75 | (finish fillet, move to x0.75) |
| x1z-.5r.063 | (move at 45° toward z-.5, to fillet) |
| z-.75 | (move to z-.75) |
| x1.01 | (clear part) |
| g00z.1v | (rapid to start point) |
| m30 | (end program) |