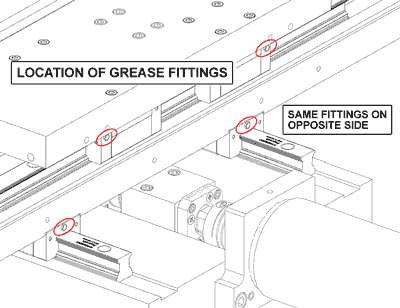
 Lubrication Fittings
Lubrication Fittings
NOTE: If CUTTING OIL is used, no lubrication is necessary, ever.
The linear guide manufacturer recommends charging the bearing blocks with lithium grease every 4,000,000 inches of travel. On the Z-axis, this is about 96,000 parts with two inches of thread done in 8 passes.
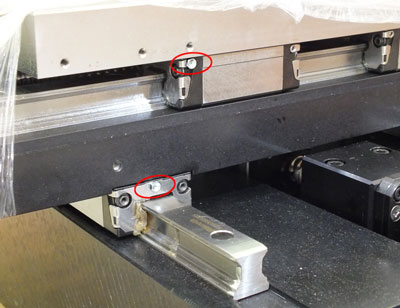
There is a fitting on each of the eight bearing blocks.
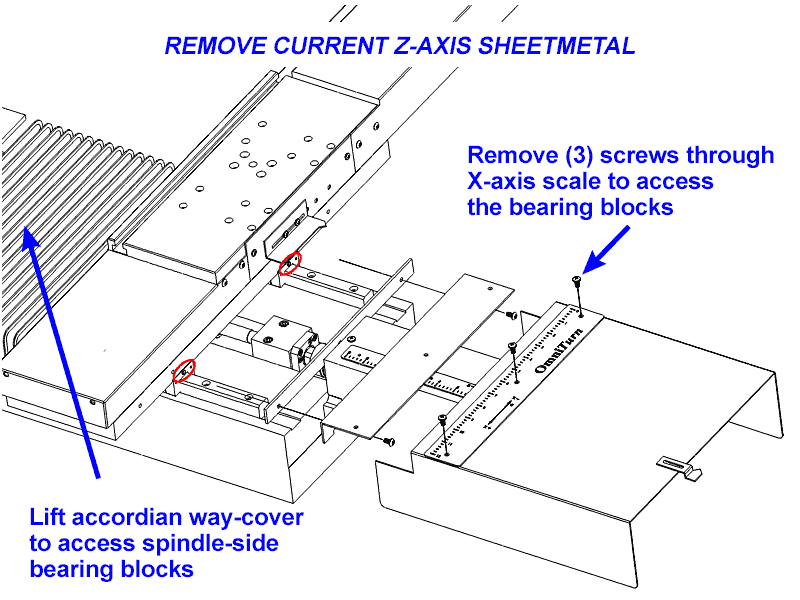
Three pieces of sheet metal and the accordion bellows must be removed to access the fittings and ball screws.
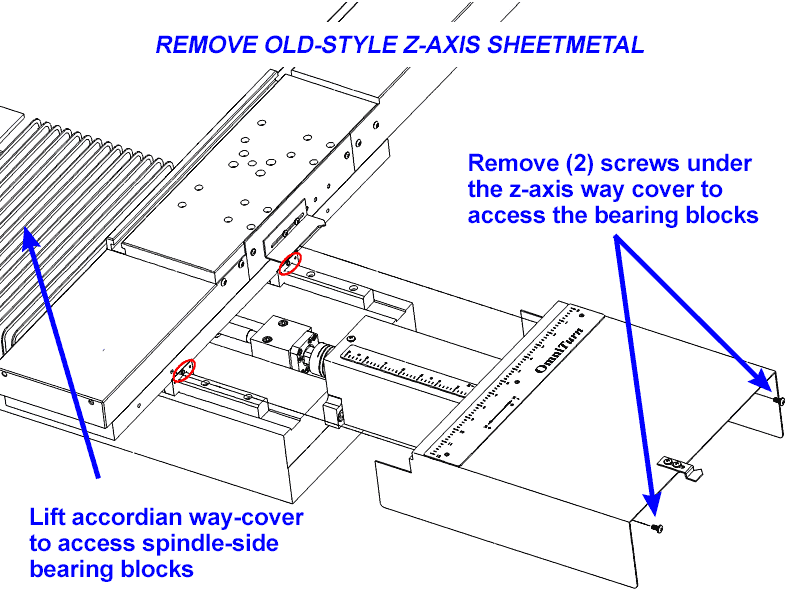
The accordion bellows is removed by lifting each end off its holder, exposing the spindle-side Z-axis fittings.
The opposite-end Z-axis fittings are exposed by removing the wide piece of sheet metal with the X-axis scale affixed. Three screws through the X-axis scale hold this in place. For more clearance, the L-shaped sheet metal can also be removed.
NOTE: Old-style Z-axis sheet metal removal requires removing two screws hidden underneath z-axis cover.
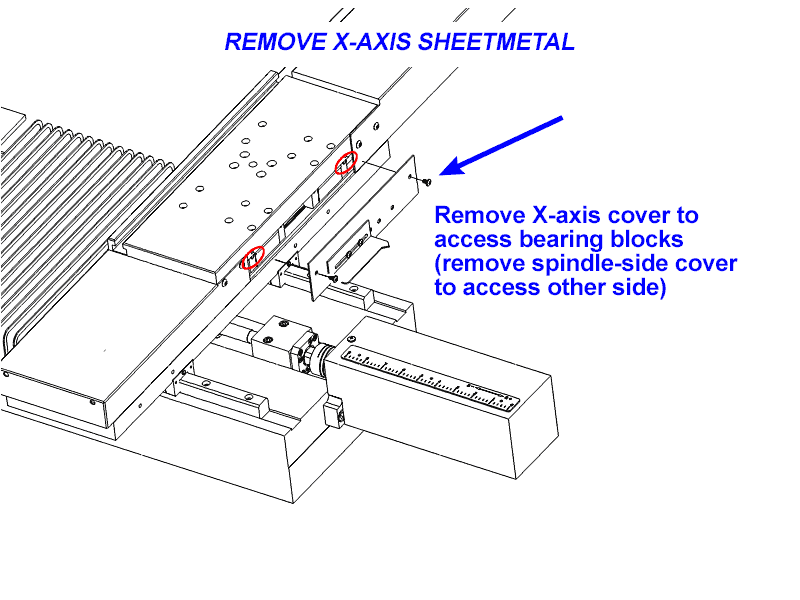
The X-axis covers are attached to the tooling plate (table) with two 8-32 phillips-head screws.
With the sheet metal removed, thoroughly grease each bearing block with lithium grease.
Lubrication Fittings
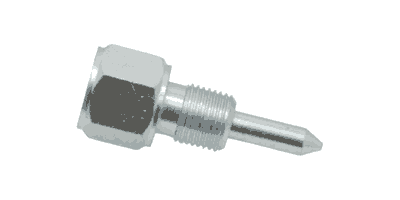
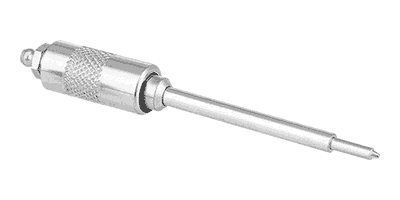
A "needle tip" is required to fit the fitting on the blocks. Tips are available from Napa (pn 715-1215) or MSC (pn 48527378). McMaster offers an a zerk-compatible adapter, 2906K52.
The ball screws can be lubricated with a drizzle of Slick-50, E900, white lithium grease or any suitable ball screw lubricant over the entire exposed length.
{kind=link}
{kind=link}
{kind=link}