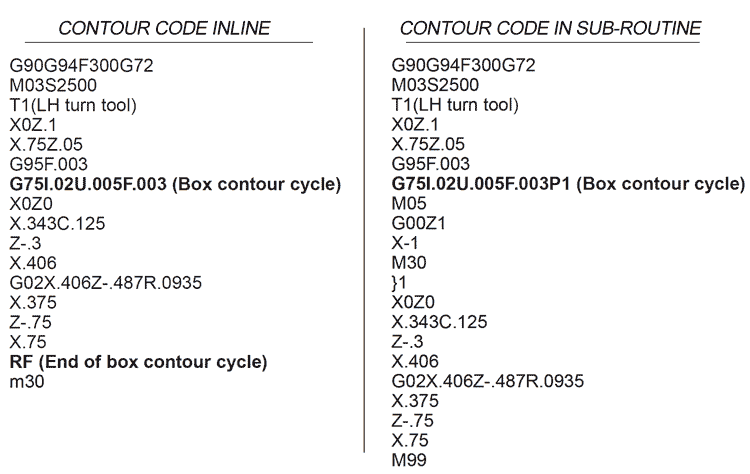
| In: | Maximum depth of cut per side per pass |
| Un: | The amount to be left on the part for the a finish pass |
| Fn: | The feedrate |
| Pn: | The subroutine number (optional) |
| RF: | If no subroutine, put RF at end of countour cycle |
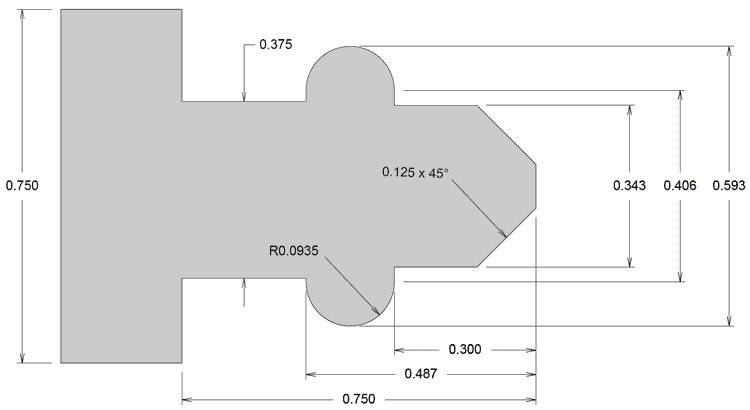
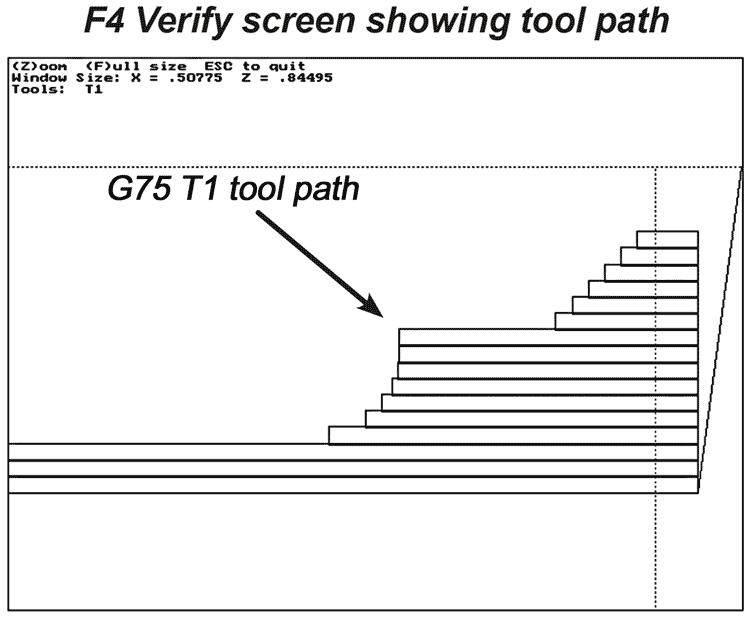
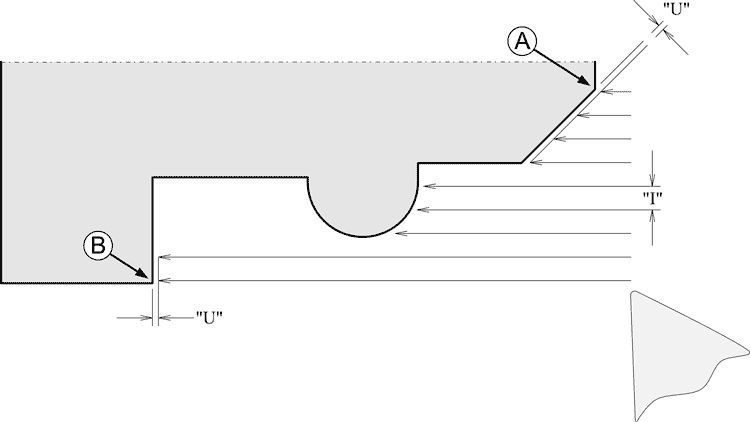
The box cycle starts at the current position, then makes cutting passes parallel to the Z axis at a cutting depth no greater than the I value until the last pass which is a U amount off the part.
The area of material that is removed is rounded by the Z and X axis through the tool start point and the contour from A to point B. At the end of the cycle, the tool is returned to the start point.
The location of the contour code: