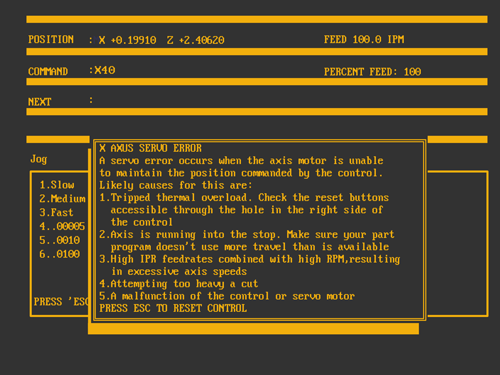
NOTE: If the servo error occurs in a cut, you may have to reset the thermal overload on the back of the CNC. You may also have to shut down the machine for two minutes to reset the servo amplifier.
If the servo error occurs in a cut, review the feeds and speeds specified for your material and compare with your program. The OmniTurn can push a tool with more than 750 pounds of force for a short time.
If you're drilling 3/8" or larger into steel, or taking cuts on a 2" or larger diameter part held in a chuck, the tool could bog down in the cut.
If you've made the parts before without issue, you may have chip buildup under the chip shields, or there may be an issue with the ballscrew.
Remove the chip shields and inspect the area.
If the error is in the Z axis you could try pushing the slide back and forth with servos off. It should move, not easily, but smoothly the whole length of travel.
If the error is in X axis on a GT, the slide brake must be disengaged to allow the slide to move.
To disengage the slide brake:
Send X home (send Z home also, to avoid possible crash), then turn off the servos. Find the slide-brake air solenoid, and manually engage it with a small hex wrench or ballpoint pen. The manual engage button is on the bottom, in the center of the black coil housing. You can see one on the top of the collet clamp solenoid, for reference. When you press the engage button, the slide should slowly fall to the extents of its travel.
If you've made the parts before with no issue, and you suspect binding based on the simple push (Z) or fall (X) test, then you should remove the motor and check for binding again.